ПРОИЗВОДСТВО
И Т Р
Раздел I
ОСНОВЫ ОРГАНИЗАЦИИ СТРОИТЕЛЬСТВА И ИНВЕСТИЦИОННЫЕ ПРОЦЕССЫ В СТРОИТЕЛЬСТВЕ
Раздел II
СТРОИТЕЛЬНЫЕ СИСТЕМЫ И ДЕВЕЛОПМЕНТ В СТРОИТЕЛЬСТВЕ
Раздел III
ОРГАНИЗАЦИЯ ПРОЕКТИРОВАНИЯ И ПОДГОТОВКИ СТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
Раздел IV
МОДЕЛИРОВАНИЕ СТРОИТЕЛЬНЫХ ПРОЦЕССОВ
Раздел V
РЕСУРСНОЕ ОБЕСПЕЧЕНИЕ СТРОИТЕЛЬНОГО
ПРОИЗВОДСТВА
Раздел VI
ПРОИЗВОДСТВЕННОЕ ПЛАНИРОВАНИЕ
РАЗДЕЛ VII
ОРГАНИЗАЦИЯ РЕКОНСТРУКТИВНЫХ РАБОТ
РАЗДЕЛ VIII
ОРГАНИЗАЦИОННЫЕ ОСНОВЫ УПРАВЛЕНИЯ ИНВЕСТИЦИОННЫМИ И СТРОИТЕЛЬНЫМИ ПРОЦЕССАМИ И ПРЕДПРИЯТИЯМИ
РАЗДЕЛ IX
МЕНЕДЖМЕНТ КАЧЕСТВА СТРОИТЕЛЬСТВА
РАЗДЕЛ X
СДАЧА И ПРИЁМКА В ЭКСПЛУАТАЦИЮ ОБЪЕКТОВ НЕДВИЖИМОСТИ
› отзывы
› на объектах
› персонал
HONNEUR
сборка электрощитового оборудования
наш телефон: +7(926) ----------
Пн-Пт: с 9:00-19:00 Сб: 11:00-17:00
эл.почта: info@honneur.ru
г.Москва, Марьина роща 1-я Ямская улица, 10
Эффективная электротехническая
компания России
работаем с 2008 года
Сборка электрощитового
оборудования по типовым
и индивидуальным
схемам
более 1000 выполненных проектов
по всей России
Лучшие
кадровые
ресурсы
Высокий профессионализм сотрудников позволяет компании
динамично развиваться и успешно конкурировать
Обучение и
развитие
персонала
Мы поддерживаем сотрудников в
стремлении к профессиональному
и карьерному развитию
Ответственный
подход
Произведенные компанией электрощитовое
оборудование проверены временем
Лучшие
и надежные решения
для вашей отрасли
Мы предлагаем наиболее эффективные решения, в основе которых
передовой опыт и реализованные на практике технологии
![]() › Содержание › 2.4.6 Механизация арматурных работ
› Содержание › 2.4.6 Механизация арматурных работ
2.4.6 Механизация арматурных работ
Даже при высоком уровне индустриализации арматурных работ, когда на объект строительства будут поставляться в достаточном количестве готовые пространственные каркасы, унифицированные сетки, на стройплощадке останется необходимость выполнения работ по укрупнительной сборке, изготовлению некратных, нетиповых и негабаритных арматурных элементов, стыковке стержней и обеспечению монтажных работ.
Этот комплекс арматурных работ на объекте строительства следует вести на индустриальной основе с использованием наиболее совершенных машин и технологической оснастки так же, как это делается в арматурных цехах,
Арматурные работы на строительной площадке выполняют в передвижных арматурных мастерских — ПАМ (рис. 11.6), ПАМ оснащены портативным мобильным оборудованием для правки, резки и изгиба арматуры, изготовления сеток и пространственных каркасов с использованием прогрессивных методов сварки и бессварочных способов соединения, а также нормокомплектом необходимых ручных машин, инструмента и технологической оснастки.
Рис. II.6. Передвижная арматурная мастерская в контейнерном здании
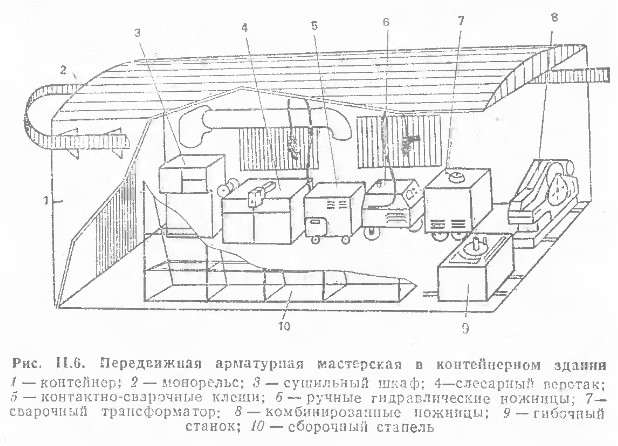
ПАМ размещают в транспортных контейнерах-вагончиках. В рабочем положении правильно-отрезной автомат, ножницы, машина для контактной сварки широких сеток находятся в стационарном положении в вагончиках, а вспомогательные устройства для подачи, складирования, изгиба, укрупнительной сборки арматуры выносятся под навесы. После завершения работ на объекте ПАМ приводят в транспортное положение, при этом все оборудование, технологическую оснастку, инструмент вновь размещают в вагончике, надежно закрепляя для обеспечения сохранности оборудования и безопасности движения на весь период передислокации на другой объект строительства.
Целесообразно, чтобы ПАМ имела постоянный состав рабочих-арматурщиков, закрепленный как штатная единица, принадлежащая строительному территориальному управлению и передаваемая на договорных условиях в оперативное подчинение строительным участкам.
Из широкой номенклатуры технологического оборудования, станков и аппаратов, применяемых в арматурном производстве, для комплектации ПАМ могут быть рекомендованы следующие.
Для правки и резки стали диаметром до 14 мм, поступающей с предприятий черной металлургии в мотках, могут быть установлены станки СМЖ-357 или И6622Ф1 (наиболее приемлемо обеспечение строительства готовыми мерными арматурными стержнями диаметром до 14 мм с предприятий стройиндуистрии).
Для резки арматурной стали диаметром до 12 мм следует применять ручные механизированные ножницы с электрогидравлическим приводом, СМЖ-214А, НПГ-10 с пневмогидравлическим приводом или же ручные ножницы СМЖ-549 и рычажные ручные ножницы ЦНИИОМТП. Для резки арматурных стержней диаметром до 40 мм наиболее подходят комбинированные ножницы С-229А, на которых можно при необходимости резать и сортовой прокат.
Для изгиба арматурных прутков диаметром до 40 мм рекомендуется станок СМЖ-173А массой 380 кг, для прутков диаметром до 80 мм — станок СМЖ-179А массой 2250 кг.
Для контактной сварки арматурных сеток используют одноточечные контактно-сварочные машины — стационарные МТ-1222 с вылетом электродов 500 мм (диаметр свариваемой арматуры 10+10 мм) или МТ-2002 с вылетом электродов 1200 мм (диаметр свариваемой арматуры 20+20 мм), а также подвесные сварочные машины МТП-806 с клещами КТП-8-2, позволяющими сваривать арматуру диаметром до 10+16 мм, или же клещи К243В для сварки арматуры 14...40 мм.
В условиях стройплощадки могут эксплуатироваться нестандартизированные контактно-сварочные устройства, где сварка точек осуществляется последовательным перемещением сварочной головки поперек сетки и поступательным смещением сетки на заданный шаг.
Для сварки крупных пространственных каркасов в условиях стройплощадки при укрупнительной сборке, а равно и в заводском арматурном производстве, необходимы клещи-манипуляторы, у которых контактно-сварочная головка легко (от усилия руки оператора) перемещается в любом направлении. Потребляемая мощность, также как и у вышеуказанного устройства, должно быть не более 200 кВ-А.
В зависимости от объема работ по стыкованию рабочих арматурных стержней непосредственно в конструкции или при их заготовке может быть рекомендована машина МСМ-2 или серийно выпускаемый контактно-стыковочный агрегат. Для выполнения на стройплощадке различных электросварочных работ в состав станции входит агрегат дуговой сварки.
В случае применения бессварочных методов соединения арматуры на муфтах и пластмассовых фиксаторах ПАМ комплектуют инструментом для механизированной установки фиксаторов и гидравлического обжатия разогретых муфт.
Все технологическое оборудование, оснастка и инструмент должны быть портативны и мобильны.
Отличительной особенностью эксплуатации оборудования в условиях стройплощадки являются необходимость перемещения его в процессе строительства и постоянно меняющийся характер влияния погодно-климатических факторов. Обеспечение нормальной эксплуатации технологического оборудования оснастки и инструмента требует проведения комплекса мероприятий по техническому обслуживанию, наладке и текущему ремонту.
Электромеханические устройства необходимо изолировать от попадания осадков и пыли. Водяные системы должны иметь надежную систему нагрева при отрицательных температурах; по завершении работы воду необходимо сливать.
Агрегаты, требующие обеспечения заданного температурного режима при низких температурах, следует утеплять или обогревать, а при высоких Температурах — охлаждать и защищать от солнечной радиации. Все технологическое оборудование, оснастка и дополнительные защитные устройства в виде тепляков, навесов, зонтов и кабин должны быть рассчитаны на экстремальные ветровые и снежные нагрузки, надежно установлены и закреплены.
Необходимо, чтобы технологическое оборудование и оснастка удовлетворяли требованиям пригодности и удобства обеспечения строительных процессов в различных погодных условиях, в различных местоположениях возводимой конструкции, при непрерывном перемещении с одного конструктивного элемента на другой, с одного сооружения на другое, с одного объекта на другой, т. е. в постоянно меняющихся условиях эксплуатации.
Для этого они должны обладать следующими параметрами: малой массой, устойчивостью для установки на грунте, бетоне, строительных конструкциях; завершенной формой, закрытой и герметичной; простотой управления рабочими органами; легкостью перевода из транспортного положения в рабочее, и наоборот; возможностью самостоятельного или ручного перемещения в рабочей зоне.
![]() › Содержание › 2.4.6 Механизация арматурных работ
› Содержание › 2.4.6 Механизация арматурных работ









ООО «HONNEUR»
127018, г.Москва, м. Марьина роща,
1-я Ямская улица, 10
Электронная почта:
info@honneur.ru
Телефон приемной:
+7 (926)
© 2008—2023, ООО «HONNEUR»